Попередня сторінка: 2.11. Контурна обробка
Наступна сторінка: 2.13. Постійні цикли (ПЦ)
Функції G41, G42 (рис. 2.10). Програміст задає координати оброблюваного контуру, а еквідистанта розраховується математичним забезпеченням пристрою ЧПК автоматично. Для цього в кадрі задається функція корекції і відразу після неї номер коректора. Обидві адреси стоять після координат. Функцію G41 використовують для корекції радіуса фрези, якщо під час обробки фреза розташована ліворуч від оброблюваного контуру (рис. 2.10, а) відносно напряму робочого
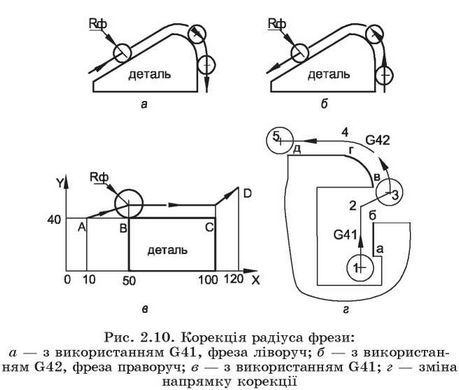
руху, а функцію G42 — якщо праворуч (рис 2.10, б). У разі повторного використання програми обов’язково треба перевіряти значення корекції фрези відносно радіуса тої, що взяли для обробки. За потреби слід внести зміни до корекції.
Порядок програмування з використанням функцій G41, G42 такий:
1) визначають опорні точки на контурі деталі (В і С на рис. 2.10, в);
2) обирають напрям обробки;
3) обирають вихідну точку обробки А за контуром деталі на лінії, що є продовженням оброблюваної поверхні. При вводі корекції радіус-вектор із центру фрези до цієї лінії має бути перпендикулярним, а відстань АВ — більшою максимально можливого радіуса фрези (рис. 2.10, в) — така умова необхідна для правильної роботи ПЧПК, щоб під час корегування не врізатися в поверхню. Рух у вихідну точку (А) програмують командою G00 — прискореним рухом;
4) програмують переміщення фрези в точку початку обробки контуру деталі (точка В) на робочій, максимально можливій подачі (функція G01). У кадрі вказують координату точки В, команду корекції і номер коректора. Для цього розглядають положення фрези відносно відрізка АВ під час руху з точки А в точку В. У нашому випадку фреза ліворуч, отже, використовують функцію G41, далі записують номер коректора і заносять до пристрою ЧПК у коректор із цим номером радіус фрези (наприклад, 15 мм). Якщо контур складний, з багатьма опорними точками, а обробка виконується тією ж фрезою і в тому ж напрямку, корекція не міняється в усіх кадрах до кінця обробки. Команда діє до відміни;
5) при виході з контуру після обробки в точку D корекція скасовується командою D00 або G40. Оскільки G40 відміняє і корекцію інструмента, що не завжди бажано, частіше використовують команду D00. Точку D обирають так, щоб нескоординованим рухом по осях не зчинити аварію. За потреби інструмент відводять через лінійну інтерполяцію (G01), максимально збільшуючи подачу.
Приклад програмування розглянутої обробки з використанням G41:

підхід до точки початку обробки, введення корекції на радіус фрези, режими обробки;
N30X100F25; — обробка;
N40G00X120Y80D00; — відвід інструмента, скасування корекцій.
Примітка. Якщо в програмі під час робочого руху інструмента по контуру з використанням функції G41 чи G42 зустрінуться кадри:
М05 — зупинка шпінделя;
G04 X... — пауза;
G22X — призначення обмеження ходу;
Z — переміщення не в площині інтерполяції;
G90 — команда без переміщення;
G91 — прирощення переміщення, що дорівнює нулю, переміщення інструмента в площині інтерполяції в цих кадрах не відбудеться.
За потреби під час обробки поміняти корекцію з G41 на G42 або навпаки, це виконують у кадрі, де нема процесу різання, наприклад як показано на рис. 2.10, г. Обробка поверхні «а—б» відбувається з використанням корекції G41, а «в—г—д» — з G42. Поміняти ці функції можна в кадрі переміщення фрези на відрізку «2—3». Якщо такої можливості немає, то треба відмінити діючу функцію командою G40, перемістити фрезу в точку початку обробки з новою функцією, запрограмувати дію нової функції.
Наявність функцій корекції радіуса фрези має важливе значення також для внесення поправки на виконуваний розмір деталі. Наприклад, у ході обробки розглянутої на рис. 2.10, в поверхні ВС фрезою діаметром ЗО мм треба було витримати розмір 40 мм з допуском -0,1 мм, а контроль першої деталі показав, що він становить 40,15 мм. Це можна виправити, якщо наблизити вісь фрези до оброблюваного контуру деталі на 0,2 мм. Для цього в коректор радіуса фрези замість 15 мм вводимо значення 14,8 мм, в результаті траєкторія її руху наблизиться до деталі на 0,2 мм, виправивши таким чином розмір до значення 39,95 мм.
Осепаралельна корекція G43, G44 використовується під час обробки прямокутних контурів, розташованих паралельно координатним осям X і Y, та для корегування довжини інструмента. В програмі відразу після вводу корекції функцією G43 або G44 зазначають номер коректора. Ці адреси розташовують перед координатами, що визначають оброблювану поверхню.
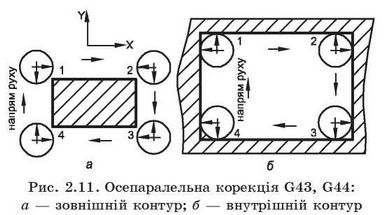
Правило призначення функції осепаралельнбі корекції: якщо радіус-вектор, проведений із центру фрези в точку дотику з оброблюваною поверхнею в опорній точці кінця руху, збігається з додатним напрямком осі, якій він паралельний, використовують команду G44; якщо направлений у протилежний бік — G43 (рис. 2.11). Пристрій ЧПК команди G43 і G44 запам’ятовує для кожної координати окремо.
Виходячи з цього правила в обробку зовнішнього контуру (рис. 2.11, а) у разі його обходу в напрямку: 4—1—2— З—4 корекція на радіус фрези буде внесена командами:
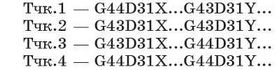
Корекції на обробку внутрішнього контуру (рис. 2.11, б) будуть такими:

Скасування корекцій, як і з G41 та G42, виконується командою G40 або D00.
Корекції G43 і G44 не можна застосовувати в одному кадрі з корекцією G41 або G42.
Щоб визначити функцію корекції для осі Z, радіус-вектор опускають з торця типі йде ля на оброблювану поверхню. Оператор має дотримуватися правила: рух інструмента до деталі — в «-», від деталі — в «+».
Для корегування довжини інструмента використовують коректори з номерами 01-30, які мають збігатися з номером
гнізда розташування інструмента в магазині. Для корегування радіуса фрези використовують коректори з номерами 31-99.

Розглянемо приклад обробки контуру (рис. 2.12) з використанням осепаралельної корекції. Керуючу програму подано в табл. 2.3.
Таблиця 2.3
|
Кадр |
Програмовані дії |
|
% 5; (Obrobka oseparalelnogo konturu) |
|
 |
Вихід в нульову точку деталі. Корекція довжини інструмента |
 |
Підведення фрези по осі Z, призначення режимів обробки |
 |
Вихід в точку початку обробки, ввід корекції на радіус фрези по осях X і Y |
 |
Номер коректора той самий, тому не вказується, обробка сторони АВ |
 |
Обробка сторони ВС |
 |
Корекція не зазначена, продовжує діяти корекція кадру N40. Обробка сторони CD |
 |
Обробка сторони DE, номер коректора і корекція ті самі |
 |
Обробка сторони EF |
 |
Обробка сторони FA |
 |
Зняття корекції на радіус фрези |
 |
Відвід фрези по осі Z, зняття корекції інструмента |
Вище наведено приклад програмування в абсолютній системі. Якщо обробка відбувається у відносній системі, програмоване переміщення в кадрі змінюється на величину корекції (див. рис. 2.12) і відпрацьовується від поточного, скорегованого, положення виконавчих органів. Отже, корекція в кожному наступному кадрі додається до попередньої, знаки враховуються (G43 чи G44), і занесена до коректора її величина дорівнюватиме двом радіусам фрези. Тоді програма обробки поверхонь у відносній системі буде такою:

Значення корекції, внесене до D32, дорівнюватиме діаметру фрези.
Розглянемо приклад обробки реальної деталі «лопатки» зі сталі СтЗ на верстаті з горизонтальним шпінделем 2204ВМФ4 з використанням корекції фрези G41, G42 (рис. 2.13).
Оброблювані поверхні: (1) —відрізок 1—2 і 7—8; (2) —
відрізок 2—3; (3) — відрізок 6—7.
Опорні точки: В.т.—
П.о.—1—2—3—4—5—6—7—8. Базовою поверхнею деталі є площина 6—3. Деталь установлюємо базовою поверхнею на плитку, заведену в паз косинця з перпендикулярними поверхнями. Вісь X проходить через базову поверхню, а У збігається з віссю симетрії лопатки.

Деталь закріплено прихоплюваними, що можуть установлюватися на неробочій частині контуру (відрізок 8—1), в пазу та отворах деталі. Вибраний
радіус фрези — 16 мм, глибина фрезерування контуру — 32 мм. Припуск на обробку — 2 мм. Режими обробки: швидкість різання — 70 м/хв або 750 об/хв, робоча подача — 0,2 мм/хв, В.т. — вихідна точка обробки, П.о. — початок обробки.
Симетрично відносно осі Y деталь виставляємо по зовнішніх поверхнях (див. рис. 2.4) або по центральному пазу. В останньому випадку після упору нижньою поверхнею в плитку деталь потрібно «відцентрувати» конусною оправкою з шпінделя верстата — ввести конус у паз неукріпле-ної деталі, зміщуючи її вздовж осі X до торкання конусом обох сторін паза. Щоб виставити деталь по Y відносно осі X, підводимо фрезу по осі Y на задану відстань (ЗО мм) від базової площини і перевіряємо цю відстань універсальними засобами. За результатами перевірки вносимо корекцію в положення початку системи координат деталі по осі Y.
«Прив’язуємо» зібрану з базовою оправкою фрезу по осі Z (у ручному режимі торкаємося фрезою оброблюваної поверхні, показання монітора заносимо у відповідний коректор). Визначаємо положення шпінделя по осі Z перед початком робочого ходу — Z = 10 над площиною деталі.
Визначаємо траєкторію і характер руху інструмента між опорними точками: В.т.—П.о. (прискорений рух); П.о.— 1—2 (робоча подача); 2—3 (робоча подача); 3—4'—4 (прискорений рух у точку 4', підняти фрезу по Z у точку 4); 4—5 (прискорений рух у точку 5’, опустити фрезу по Z у точку 5); 5—6 (робоча подача, врізання по X); 6—7 (робоча подача); 7—8 (робоча подача), 8—В.т. (прискорений рух).
Програму обробки контуру деталі «лопатка» наведено в табл. 2.4.
Таблиця 2.4
|
Кадр |
Програмовані дії |
|
% 10; (LOPATKA) |
|
 |
Вихід в нульову точку верстата |
 |
Призначення нульової точки деталі |
 |
Контроль положення нульової точки деталі |
 |
Підготовка до заміни інструмента |
 |
Заміна інструмента |
 |
Виїзд стола з позиції заміни інструмента |
Закінчення табл. 2.4
|
Кадр |
Програмовані дії |
 |
Вихід у вихідну точку обробки |
 |
Внесення корекції на довжину інструмента, задання положення шпінделя по осі Z перед обробкою, призначення режимів обробки |
 |
Подача в зону різання змащувально-охолоджувальної рідини (ЗОР) |
 |
Підведення фрези до оброблюваної поверхні по осі Z |
 |
Введення корекції на радіус фрези при обході контуру зліва. Підведення фрези в точку П.о. |
 |
Фрезерування поверхні (1) — полки 1—2 з дотриманням розміру 111. Введення функції на обхід кута зі збереженням гострої вершини |
 |
Фрезерування поверхні (2) — відрізку 2—3 з дотриманням розмірів 135/2 і 87,3/2 |
 |
Відвід фрези по осі X, зняття корекції на радіус фрези |
 |
Відвід фрези по осі Z прискореним рухом |
 |
Переведення фрези прискореним рухом в точку 5 |
 |
Підведення фрези до оброблюваної поверхні по осі Z |
 |
Підведення фрези в точку початку обробки. Введення корекції на радіус фрези при обході контуру зліва |
 |
Введення функції на обхід кута зі збереженням гострої вершини. Фрезерування поверхні (3) — відрізку 6—7 3 дотриманням розмірів 87,3 і 135 |
 |
Фрезерування поверхні (1) — полки 7—8 з дотриманням розміру 111 |
 |
Відвід фрези у вихідну точку В.т. Зняття корекції. Відміна подачі ЗОР |
 |
Відвід фрези по осі Z, зняття зміщення «0» деталі, зупинка обертів шпінделя |
 |
Відвід стола по осі X у місце знімання і установки нової деталі |
 |
Кінець програми
|
Це матеріал з підручника "Основи обробки та програмування на верстатах з числовим програмним керуванням" Онофрейчук 2019
Наступна сторінка: 2.13. Постійні цикли (ПЦ)