Попередня сторінка: 3.8. Обробка фасок і галтелей
Наступна сторінка: 3.10. Нарізання різьби (G33)
Обробка сферичних поверхонь — один зі складних видів оброблення та програмування. Сферична або, для випадку токарної обробки, опукла торова поверхня описується кривою, яка є дугою кола. Поверхні з твірною у вигляді дуги кола можуть бути також вгнутими. Програмування обробки таких поверхонь здійснюється функціями кругової інтерполяції G2 і G3. Попередня вибірка металу виконується за допомогою чорнових циклів G61 або G62. Якщо заготовка є поковкою або відливкою (має попередньо сформовану поверхню), то застосовують чорновий цикл G68.
Рух по дузі кола за стрілкою годинника забезпечується командою G2 або, якщо проти стрілки годинника, — G3 на контурній робочій подачі.
Формат кадру

Параметри:
X, U — координата X кінцевої точки переміщення по осі X або приріст координати X від початкової до кінцевої точки дуги;
Z, W — координата Z кінцевої точки переміщення по осі Z або приріст координати Z від початкової до кінцевої точки дуги;
І, К — координати відповідно по осі X і Z центру дуги відносно координат точки початку обробки по дузі, тобто завжди задаються в прирощенні;
R — радіус дуги оброблюваного контуру;
F — контурна робоча подача.
При використанні
функцій G2, G3 діють обмеження:
— дуга, задана параметрами І і К, не має дорівнювати або перевищувати 360°;
— дуга, задана радіусом R, не має дорівнювати або перевищувати 180°.

У разі помилкового одночасного задання параме-
трів I, К, R пристрій ЧПК зчитає лише R. Відсутність цих параметрів у кадрі призведе до аварійної зупинки з відповідною індикацією на екрані. Якщо помилка виникне в розрахунку координат кінцевої точки дуги, теж відбудеться аварійна зупинка верстата.
Наприклад, якщо початкова точка має координату X400Z400, то переміщення по дузі радіусом 50 мм за стрілкою годинника (рис. 3.16, а) у програмі може бути задане кадром:

Програмування через радіус R50 неможливе — кут більший за 180°.
Переміщення проти стрілки годинника (рис. 3.16, б) можна задати одним із чотирьох кадрів (кут менший за 180):
Розглянемо на прикладі чистову обробку деталі із вгнутою поверхнею радіусом R25 (рис. 3.17, а).
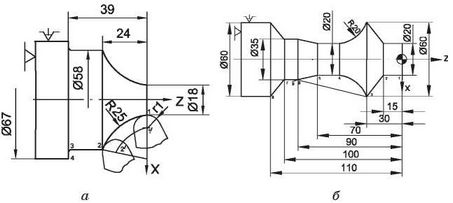
Рис. 3.17. Обробка з круговою інтерполяцією вгнутої поверхні: а — вгнутість праворуч; б — вгнутість ліворуч
Для обробки використаємо різець з непереточуваною пластиною CNMG120410PM, радіус на вершині 1,0 мм. Заготовка попередньо оброблена з припуском 2 мм. Початок координат призначаємо в центрі правого торця деталі. При налагоджуванні, виконуючи «прив’язку» різця, враховуємо радіус його вершини і вводимо координати еквідистанти.
У програмі зазначаємо координати траєкторії руху центру вершини різця по еквідистанті. Програму обробки наведено в табл. 3.6.
Таблиця 3.6
|
Кадр |
Програмовані дії |
 |
|
 |
Виведення в робочу позицію різця ТІ |
 |
Призначення режимів обробки |
 |
Підведення різця у вихідну точку прискореним рухом |
 |
Підведення різця в точку початку обробки 3 по-ступовим зниженням швидкості F. Подача ЗОР |
 |
|
 |
Обточування 058 на довжину (38 + 1), 1 — радіус вершини різця |
 |
Підрізання торця 3—4 |
 |
Підведення різця в точку початку обробки дуги вгнутості прискореним рухом |
 |
Подальше підведення різця в точку початку обробки вгнутої поверхні зі зниженням швидкості в кінці руху |
 |
|
 |
Обробка вгнутої поверхні |
 |
Відвід різця по X, відміна подачі ЗОР |
 |
Відвід різця у В.т. Зупинка шпінделя |
 |
Кінець програми |
Якщо обробка виконується різцем, корекцію на радіус якого було враховано під час його «прив’язки», то ним можна обробити лише циліндричну частину деталі. Тоді кадр N50 запишеться як: N50G9X58F1M8; а після кадру N80 з пульта ПЧПК потрібно буде ввести корекцію на діаметр +2 мм, необхідну для обробки вгнутої частини поверхні.
Розглянемо приклад обробки лівосторонньої радіусної вгнутої поверхні (рис. 3.17, б), програму обробки наведено в табл. 3.7).
Розробляємо план операції:
1) обробити універсальним правостороннім різцем кон-тур 0—1—2—3—6—7—8;
2) обробити лівостороннім різцем контур 9—6—5—4—3. При переході до лівосторонньої обробки передбачити зупинку для підтискання деталі заднім центром.
Таблиця 3.7
|
Кадр |
Програмовані дії |
 |
|
 |
Виведення в робочу позицію різця ТІ |
 |
Призначення режимів |
 |
Підведення різця до деталі, подача ЗОР |
 |
Підрізання торця поперечним чистовим циклом |
 |
Обробка контуру 1—2—3—6—7—8 поздовжнім чорновим циклом |
 |
Опис контуру обробки |
 |
|
 |
|
 |
|
 |
|
 |
|
 |
|
 |
Вихід в точку заміни інструмента |
 |
Виведення в робочу позицію різця Т2 |
 |
Підтискання деталі центром задньої бабки |
 |
Призначення режимів |
 |
Підведення різця у вихідну точку циклу |
 |
Обробка контуру 9—6—5—4—3 поздовжнім чорновим циклом |
 |
Опис контуру обробки |
 |
|
 |
|
 |
|
 |
|
 |
Зупинка шпінделя, відміна подачі ЗОР |
 |
Відвід інструмента від деталі |
 |
Кінець програми |
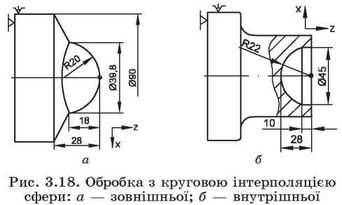
Розглянемо приклад кругової інтерполяції при виточуванні сфери на зовнішній поверхні (рис. 3.18, а). Початок координат призначаємо на вершині сфери в правому торці деталі. Вибираємо різець — прохідний універсальний з ра-
діусом на вершині, виходячи з точності обробки, 0,8 мм. Координату 39,8 розраховуємо як точку перетину радіуса R20 з конічною поверхнею або знаходимо її графічно за допомогою прорисовки в одній з комп’ютерних програм.
Розроблюємо текст керуючої програми (табл. 3.8).
Таблиця 3.8
|
Кадр |
Програмовані дії |
 |
|
 |
Виведення в робочу позицію різця ТІ |
 |
Призначення режимів |
 |
Підведення різця до деталі, подача ЗОР |
 |
Обточування оброблюваної поверхні чорновим поперечним багатопрохід-ним циклом |
 |
Опис оброблюваного контуру |
 |
Чистова обробка контуру |
 |
Відвід різця |
 |
Кінець програми |
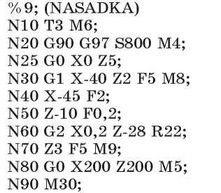
Розглянемо приклад кругової інтерполяції при розточуванні внутрішньої сфери (рис. 3.18, б).
Початок координат призначаємо в правому торці деталі. Заготовка — попередньо оброблена деталь з припуском 3 мм. Вибираємо різець — розточувальний універсальний.
Розроблюємо текст керуючої програми:
Це матеріал з підручника "Основи обробки та програмування на верстатах з числовим програмним керуванням" Онофрейчук 2019
Наступна сторінка: 3.10. Нарізання різьби (G33)