Попередня сторінка: 13.3. Джерела живлення зварювальної дуг�...
Наступна сторінка: 13.5. Паяння металу
Вивчивши матеріали цього розділу, учні вмітимуть:
• розрізняти способи запалювання зварювальної дуги;
• правильно визначати схеми переміщення електрода при ручному зварюванні;
• визначати схеми накладання швів залежно від розташування шва у просторі;
• використовувати основні терміни, що стосуються ручного дугового зварювання.
1. Запалювання дуги виконують двома способами: впритул і «сірником» - шляхом дотикання електрода до виробу і його відведення від виробу на відстань 3-5 мм.
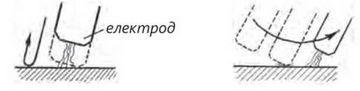
2. У момент дотику електрода напруга у зварювальному ланцюгу падає, а сила струму збільшується.
3. У місці дотику через великий електричний опір метал електрода і виробу сильно нагрівається, через що різко збільшується електронна емісія (відрив електронів від металевої поверхні).
4. При відведенні електрода виникає електрична дуга (потужний електричний розряд у середовищі електронного «газу» між електродами, що перебувають під напругою) і напруга у зварювальному ланцюгу установлюється в межах 16-25 В.

5. Якщо зварник забариться відвести електрод від виробу, може відбутися «примерзання» електрода, тобто приварювання його кінця до виробу, оскільки під дією сильного струму кінець електрода швидко розплавляється, а при утворенні краплі розплавленого металу опір у місці дотику різко зменшується і метал застигає.
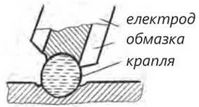
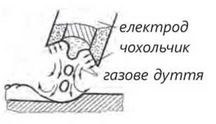
6. При зварюванні стрижень електрода плавиться швидше, ніж обмазка, і торець його буде прикритий «чохольчиком» покриття. Інтенсивне газоутворення в невеликому об'ємі «чохольчика» призводить до газового дуття, а відтак - до швидшого переходу крапель металу у зварювальну ванну.
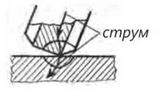
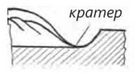
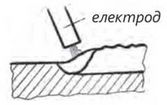
7. Унаслідок тиску газів і потоку електронів, що виходять із кінця електрода у процесі зварювання, на основному металі утворюється заглиблення, яке називають кратером.
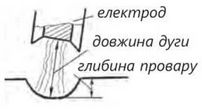
8. Відстань між кінцем електрода і дном кратера називають довжиною дуги, а відстань між поверхнею основного металу і дном кратера - глибиною провару.
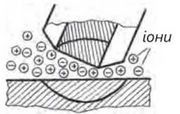
9. Для стабільного горіння дуги до складу покриття електрода вводять елементи з низьким потенціалом іонізації, наприклад, калій, натрій та ін.

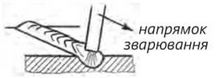
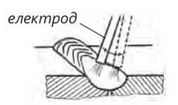
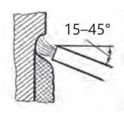
10. Для правильного формування шва електрод потрібно тримати нахиленим щодо поверхні зварюваного металу під кутом 15-20° до вертикалі і в бік напрямку зварювання.

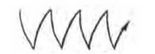
11. Для наплавлення вузького валика, який називають нитковим, рухають електрод тільки вздовж шва, без поперечного коливання. Ширина утворюваного шва при цьому на 1-2 мм більша, ніж діаметр електрода.
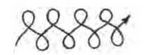
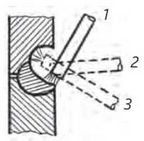
12. При зварюванні товстих листів використовують поперечне переміщення електрода, яке потрібне для отримання шва необхідної ширини, роз-плавлення зварювальних кромок, сповільнення застигання ванни наплавленого металу, усунення непровару і забезпечення отримання однорідного шва. Для утворення шва необхідної ширини використовують маніпуляцію електродом, яка складається з двох рухів - вздовж шва та впоперек у різних варіантах:
- переміщення із затриманням у крайніх точках для кращого проварювання кромок шва;
- тій самій меті слугують петлеподібні переміщення;
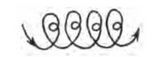
- для кращого прогріву широкого шва використовують переміщення подвійними петлями.
13. Велике значення у техніці зварювання має уміле переривання дуги і повторне її запалювання. При обриванні дуги не допускають утворення кратера, а заплавляють його металом. Заварювання кратера виконують, тримаючи електрод нерухомо до самостійного обривання дуги або частими короткими замиканнями електрода.
14. При зварюванні горизонтальних швів на вертикальній площині розробку дають тільки верхньому листу, дугу збуджують на нижній кромці, потім поступово переходять на скошену верхню кромку.
15. Вертикальні шви зварювати набагато важче через стікання розплавленого металу вниз. Для зменшення стікання металу роботу ведуть короткою дугою і в напрямку знизу вверх.
16. Зварювання стельових швів ведуть дуже короткою дугою (коротке замикання електрода на деталь). Використовують електроди з тугоплавкою обмазкою, яка утворює навколо кінця електрода «втулочку» («чохольчик»), що створює спрямований газовий потік (газове дуття), який утримує електродний метал.

КОНТРОЛЬНІ ЗАПИТАННЯ
1. Які є способи запалювання зварювальної дуги і як їх виконують?
2. Чому при зварюванні електрод може «примерзнути»?
3. Під яким кутом потрібно тримати електрод при зварюванні?
4. Які ви знаєте маніпуляції електродом?
5. Що забезпечує «втулочка» («чохольчик») на кінці електрода при зварюванні стельових швів?
Це матеріал з підручника "Матеріалознавство та технологія металів" Власенко 2019
Наступна сторінка: 13.5. Паяння металу