Попередня сторінка: 2.6. Підготовчі (технологічні) функції (�...
Наступна сторінка: 2.8. Службові функції (команди) G04, G09, G28, G...
G00 — позиціонування, або прискорений рух, — рух до запрограмованої точки з максимально можливою для даного верстата швидкістю (вказано у технічній характеристиці верстата). Часто прискорений рух передбачають різним для різних координат. У таких випадках рух по команді G00 до опорної точки буде нескоординованим, у вигляді ламаної лінії. Це треба мати на увазі при кріпленні деталі, щоб не спричинити аварійну ситуацію під час прискореного руху.
Наприклад: G90 G00X100Y50; (рис. 2.6):
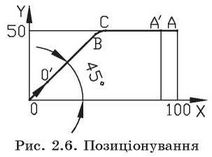
ОО'— механізми розганяються одночасно по X і Y;
О'В — рух механізмів одночасно по X і Y з однаковою швидкістю (кут 45°);
ВС — гальмування по Y до «0» (переміщення по Y відпрацьоване повністю);
СА — рух тільки по X, після точки А' — гальмування.
Отже, прискорений рух до заданої точки по команді G00 відбувся не по прямій, а непередбачувано, — це треба враховувати, звіряючи програмовані рухи з розташуванням елементів деталі і кріплення.
За потреби, з метою уникнення аварійної ситуації, певний відрізок програмують з лінійною інтерполяцією на робочій подачі.
Використовуючи команду G00, завжди треба лишати якусь невелику відстань до точки остаточного призначення інструмента. Зазвичай це 0,5-ь5 мм. Якщо відстань дорівнюватиме «0», то є небезпека зіткнення інструмента через не-передбачувані причини — трохи більша заготовка, неточна її установка тощо. Наприклад, якщо координати кінцевої
точки руху X40Y160, то переміщення краще запрограмувати двома кадрами:

Підходячи до робочої поверхні, позиціонування командою G00 можна задавати відразу по трьох координатах. Наприклад, N10 GOO Х40 Y160 Z1. Враховуючи неперед-бачуваність рухів, його виконують поетапно: спочатку по-зиціонують по X, Y, потім по Z, що програмується такими кадрами:

Відводячи інструмент, рухи виконують у зворотному порядку: спочатку відводять по координаті Z, потім по X і Y. Такий порядок позиціонування робить ці рухи безпечнішими, особливо якщо врахувати, що швидкість сучасних верстатів з ЧПК у режимі позиціонування може сягати ЗО м/хв і більше.
У пристрої «FANUK» передбачене точне позиціонування по команді G60, яке забезпечує підхід до запрограмованої точки тільки з однієї сторони і зменшує швидкість руху на підході до мінімальної. У 2С-42 для точного позиціонування передбачено команду G09. Якщо в кадрі, де необхідне точне позиціонування, вказати команду G09, то при підході до координати швидкість руху зменшиться до мінімально можливої за технічною характеристикою верстата.
Робоча подача, запрограмована до команди G00, після прискореного відрізку руху діє без додаткового програмування.
Лінійна інтерполяція G01 — це узгоджений рух механізмів верстата у такий спосіб, що швидкості руху по кожній з координат, складаючись, відпрацьовують прямолінійне переміщення в задану точку. Лінійне переміщення задається від однієї до трьох координат. Координати можуть задаватися як в абсолютній, так і у відносній системі відліку. Для здійснення руху потрібно задати швидкість подачі. Команда G01 модальна, тому вона вказується тільки в першому кадрі. Наприклад:
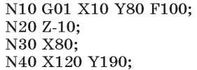

У перших п’яти кадрах будуть виконані лінійні переміщення зі швидкістю F100 мм/хв. У кадрі N60 буде відпрацьоване переміщення прискореним рухом — з максимально можливою для верстата швидкістю.
Кругова інтерполяція G02, G03 — це узгоджений рух механізмів верстата по круговій траєкторії в одній площині. Кругова інтерполяція призначена для обробки кругового контуру, можлива в усіх трьох координатних площинах: XY, XZ, YZ (рис. 2.7). У програмі площина інтерполяції визначається командами:
G17 — XY, G18 — XZ, G19 — YZ.
Відсутність у програмі вказівки на площину інтерполяції рівнозначна дії команди G17, тобто кругової інтерполяції в площині XY. Команду кругової інтерполяції призначають за правилом:
Круговий рух за стрілкою годинника, якщо дивитися на площину, де відбувається переміщення, у від’ємному напрямі осі координат, перпендикулярній цій площині, програмується командою G02, проти стрілки годинника — G03.
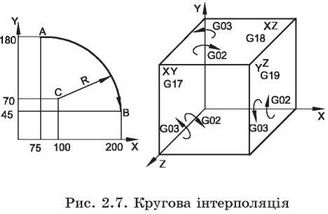
Для здійснення руху з круговою інтерполяцією в програмі потрібно, крім координати кінцевої точки, адресами I, J, К задати координати центру дуги або адресою R задати радіус.
Залежно від площини інтерполяції задають:
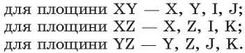
В абсолютній системі — це координати кінцевої точки і центру дуги, що оброблюється. У відносній системі — це приріст координат цих точок відносно координати початку дуги на контурі.
Якщо відомий радіус дуги R, то для обробки досить задати координати кінцевої точки і радіус R.
Наприклад, рух з точки А контуру в точку В по дузі R = 100, координати центру С якої X100Y70 (див. рис. 2.7), можна запрограмувати за одним із чотирьох варіантів:

Гвинтова інтерполяція G12, G13 — це кругова інтерполяція в площині XY з одночасною лінійною інтерполяцією по координаті Z. Під час програмування трикоординатної гвинтової інтерполяції треба задати параметри кола в площині XY, по якому рухається інструмент, крок гвинтової лінії та загальне переміщення по Z. Вибір команди G12 чи G13 здійснюється за тим же правилом, що й для кругової інтерполяції. Функція G12 забезпечує рух за стрілкою годинника, G13 — проти.
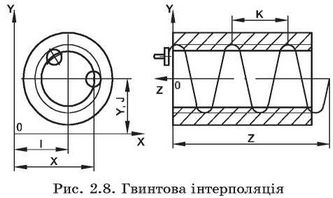
Наприклад, якщо задати координати опорних точок на рис. 2.8 такими, що дорівнюють: X = 100; Y = 100; Z = 50 (+5 мм вибіг); І = X - D/2 = 60; J = Y = 100; крок К = 5; подача F — кругова подача виконавчих органів верстата, то рух по гвинтовій лінії на діаметрі D = 80 можна запрограмувати одним з трьох кадрів:


Чотирикоординатна гвинтова інтерполяція відрізняється від трикоординатної тим, що шпіндель працює в режимі стеження, тобто програмується координата С. Такий режим застосовується, якщо різьба нарізається різцем.
У табл. 2.2 наведено приклад програми з використанням гвинтової інтерполяції для знімання заходів на різьбовій поверхні деталі (зфрезеровування першого (останнього) витка різьби по діаметру впадин для формування повного зуба на заході (виході) різьби). Робочий інструмент — кінцева фреза діаметром 20 мм. Деталь з внутрішньою різьбою, крок різьби 5 мм з діаметром впадин 240 мм.
Таблиця 2.2
|
Кадр |
Виконувані дії |
 |
|
 |
Встановлення системи координат деталі на осі різьбової поверхні, дозвіл редагувати режими під час обробки. Вісь фрези по Y на 20 мм від оброблюваної поверхні |
 |
Введення корекції на довжину інструмента, задання швидкості різання |
 |
Підхід фрези в точку початку обробки, врізання |
 |
Зфрезеровування першого неповного зуба різьби на глибину одного кроку (на повному оберті) |
 |
Вихід фрези з різьби, відвід на 10 мм по осі Y |
 |
Вихід фрези по Z. Зупинка шпінделя |
 |
Відвід стола в місце встановлювання та знімання наступної деталі |
 |
Кінець програми |
Функція гвинтової інтерполяції може використовуватися також для фрезерування отворів циліндричною фрезою, якщо задати крок різьби меншим за ширину фрези (у випадках, коли це продуктивніше, за відсутності іншого інструмента, за потреби зняти тверду кірку з литва тощо).
Якщо крок гвинтової лінії не задати, відбудеться обробка кругового контуру — кругова інтерполяція.
Це матеріал з підручника "Основи обробки та програмування на верстатах з числовим програмним керуванням" Онофрейчук 2019
Наступна сторінка: 2.8. Службові функції (команди) G04, G09, G28, G...