Попередня сторінка: 2.14. Обробка отворів
Наступна сторінка: 2.16. Параметричне програмування
Повтор кадрів. Якщо в тексті програми або підпрограми є частини, що програмуються однаковими кадрами, характерними тільки для даної деталі, то ця частина програми повторюється за допомогою адреси Q і номерів кадрів, що її обмежують (див. у прикладі програм %15 (Q100-160) і % 16 (Q50-160)). Якщо послідовність кадрів має повторитися кілька разів, команду на повторювання позначають «Н» + кількість повторів. Наприклад, Q100-160H4 — кадри з № 100 по № 160 будуть відпрацьовані чотири рази підряд.
Підпрограма (ПП) — частина програми, обмежена кадрами, які періодично повторюються за змістом і послідовністю. Через функцію підпрограми (L) головна керуюча програма може викликати з пам’яті пристрою ЧПК іншу програму (підпрограму) і виконувати її необхідну кількість разів. Якщо керуюча програма містить часто повторювані дії, то використання підпрограм дозволяє значно спростити її розробку і зменшити обсяг.
Математичне забезпечення пристрою ЧПК 2С-42 може викликати з тексту ПП наступну ПП. При цьому неодмінною умовою є виконання принципу вкладання (матрьошки), тобто ПП2, викликана із ПП1 після відпрацювання і команди кінця підпрограми М20, має повернути обробку ПП1 з наступного після того, що містить команду L02, кадру. Підпрограма ПП1 так само після команди М20 має повернути обробку головній програмі після кадру, що містить команду L01.
Описану схему наведено в табл. 2.9, де послідовність дій позначено стрілками.
Таблиця 2.9

Розглянутий у наведеному вище прикладі (див. табл. 2.5) повтор кадрів можна реалізувати через підпрограми L1 і L2:
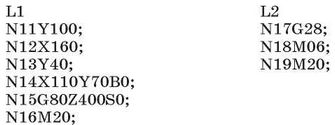
Тоді програма обробки тих самих п’яти отворів

матиме вигляд:
Підпрограми можуть бути локальними — такими, що належать лише до однієї програми (розглянутий приклад), і глобальними — частини програми спільні для багатьох програм. Глобальні програми можуть математично забезпечуватися через пристрій ЧПК (наприклад — свердлильні цикли, макропрограма обробки отворів у полярній системі координат та ін.). Підпрограма також може виконуватися кілька разів
підряд. Для повтору використовується та сама функція «Н» з однозначним числом повторів. Наприклад: N120L25H4;
У сучасних пристроях ЧПК, наприклад «FANUK», передбачено такі методи оптимізації, як поворот координатних осей. Використовується цей метод під час обробки великих масивних деталей, для яких легше і швидше повернути координатні осі по напрямку базових поверхонь, ніж втрачати час на виставлення деталі.
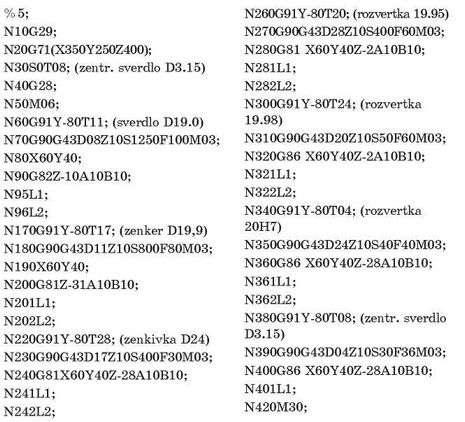
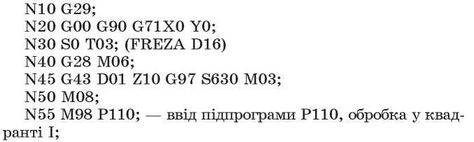
Для обробки осесиметричних елементів деталі (див. рис. 2.29) у тому ж «FANUK» передбачено функцію віддзеркалювання G51. Використовуючи цю функцію, фрезерування по контуру чотирьох платиків (1, 2, 3, 4) висотою 4 мм можна запрограмувати так: призначити початок координат, як показано на рис. 2.29, розробити програму обробки 1-го платика у квадранті І і використовувати її як підпрограму; в головній програмі запрограмувати перехід між квадрантами з урахуванням знаків координат, наприклад, команда G51 Х-1 Y1 М98 викличе обробку контуру з підпрограми симетрично відносно осі Y (у квадранті II).

Для цього математичне забезпечення ПЧПК автоматично перемножить значення координати X на «-1». Крім того, система після вводу в програму команди G51, залежно від знака при X і Y, автоматично переключить у потрібному напрямку команди корекції радіуса фрези G41 на G42 чи G42 на G41. Аналогічні дії відбудуться і з командами кругової інтерполяції GO 2 і G03. Тоді програма обробки чотирьох платиків набуде вигляду:
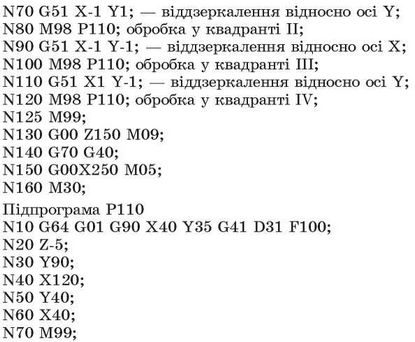
Розробляючи підпрограму, початок координат призначають такий, як у головній програмі. Якщо елемент віддзеркалювання має свою систему координат, її треба врахувати в головній програмі, — значення X і Y будуть результатом множення «—1» або «1» на координати початку системи координат елемента в головній програмі.
Для обробки деталей, однакових за формою, але різних за розмірами, у пристрої ЧПК «FANUK» передбачено функцію масштабування G38. Наприклад, фрезерування шестигранника на токарному верстаті з автономно приводним шпінделем (див. параграф 3.15). Розробивши програму обробки одного шестигранника, через масштаб можна перейти до обробки шестигранників усіх розмірів, використовуючи їх відношення до розміру шестигранника 20 (підпрограма 7020 буде для всіх спільною).
Це матеріал з підручника "Основи обробки та програмування на верстатах з числовим програмним керуванням" Онофрейчук 2019
Наступна сторінка: 2.16. Параметричне програмування